Cermex SF39
TOP 3 BÉNÉFICES:
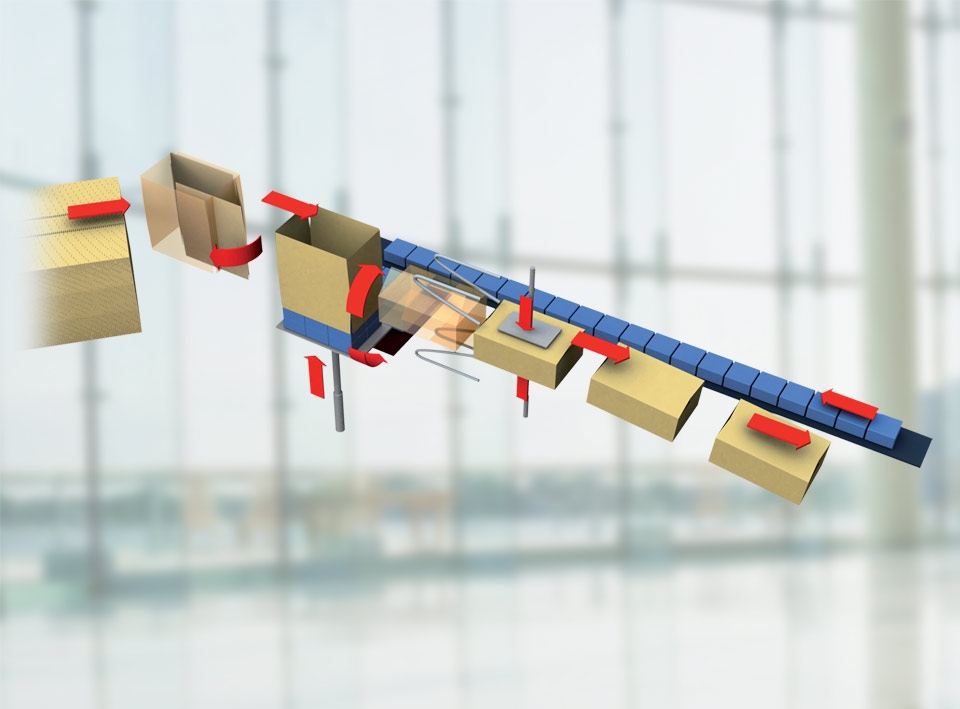
- Formage, encaissage et fermeture en une seule machine
- Encombrement réduit
- Zones d’intervention visibles et accessibles
INFORMATION PRODUIT :
C'est la solution idéale pour les produits qui ne peuvent pas être saisis verticalement ou inclinés (produits qui doivent rester debout tout au long du processus d'emballage).
- Le positionnement du produit est soigneusement contrôlé pendant le regroupement, le formage et le chargement de la caisse américaine.
- Le design ergonomique du magasin cartons limite la pression exercée sur la caisse lorsqu'elle est extraite.
- Le SF39 offre des transferts souples et précis des emballages à chaque poste grâce à l'avance mécanique du chariot.
- Les produits sont guidés à l'intérieur de la caisse par l’action de 4 cornières mobiles inférieures.
Performances :
- Solution idéale pour une arrivée produits basse
- Equerrage garanti
- Changements de formats simples et rapides
- Cadence : jusqu'à 10 cycles/min.
- Visibilité et accessibilité de la zone opérateur